樹脂ブロック材の成形方法
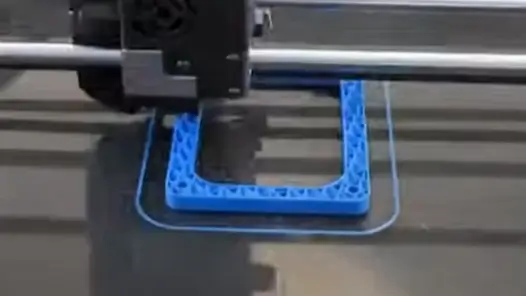
3Dプリンター
3Dプリンターは3次元形状を短納期で少量製造する利点があり、近年導入される企業が増えてきています。
熱溶解積層方式(FDM方式)
フィラメント形状の樹脂を溶融しながらノズルから押し出し、積層して形状を作っていく方法
光造形方式
紫外線を照射し硬化する液体樹脂を用い、薄くはられた液体樹脂を硬化させ、その上に更に薄くはり硬化させるといった段階的に積み上げる方法、材料は特定の材料のみ使用
3Dプリンターのメリット
- 少量・試作に向いている
- 形状が切削加工と比べ自由度が高い
- 機器の導入により気軽に加工できる
- 周辺をあまり汚さず、オフィスにも設置できる
3Dプリンターのデメリット
- 製造に時間がかかる
- 肉厚形状は成形できない(ハニカム構造を採用する)
- フィラメントが高価
- ガラス繊維強化樹脂などのフィラメントは存在しない
一般的に3Dプリンターは熱溶解積層方式を指します。
近年、多くの材質が開発されてきており、当初の形状確認のみの用途から強度的な検証が出来るようになってきています。しかし、積層で製造することには変わりはありませんので、ボイドや積層界面などの問題は根本的に解決しません。
固化押出成形法
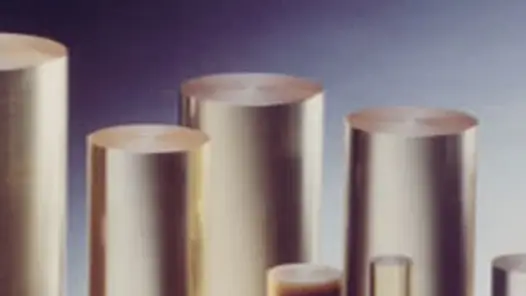
切削用素材の製造において長い歴史がある加工方法です。塩ビパイプなどに使用される成形方法ですあり、連続成形が可能です。固化押出の特徴は非常にゆっくり押し出すことで肉厚円柱形状においてもボイドが発生しにくい特徴があります。
固化押出成形法のメリット
- 成形条件が確定すると連続で成形できる
- 材料に無駄がない
- 金型製作費が安価である
- ブロックの大きさに制約が少ない
固化押出成形法のデメリット
- 成形条件が確定するまでに多くの材料を消費する
- 連続成形に向いており、少量生産は割高になる
- 加工上強い圧力が掛けられないため、相対的に密度が低い
- 成形できる材質に制約がある(GF CFなどは苦手)
積層成形法

射出成型機を使用し、ボイドの発生しにくい肉厚(約5mm)で成形を行い、それを繰り返すことで肉厚を増しブロック化させる加工方法です。固化したプレートの上に溶融樹脂を射出・積層する。固化したプレートと溶融樹脂が溶着することでブロック化できる。
積層成形法のメリット
- 射出成型機の射出容量以上の大きさのブロックが作れる
- ボイドレスブロックが容易に作れる
- 少量生産に向いている
- 厚いブロック成形が可能
積層成形法のデメリット
- 積層界面が出来、界面部の強度が低下する
- 積層の溶着状態が場所によって異なり、溶着強度が異なる
- GF CFの場合、繊維配向が層により変化している
- 溶着し難い材料では成形が不可能
お問い合わせ
樹脂製品、プラスチック製品の設計・成形の
お困りごとをご相談ください。